
Anonymous-0
Well-known Member
Hey folks,
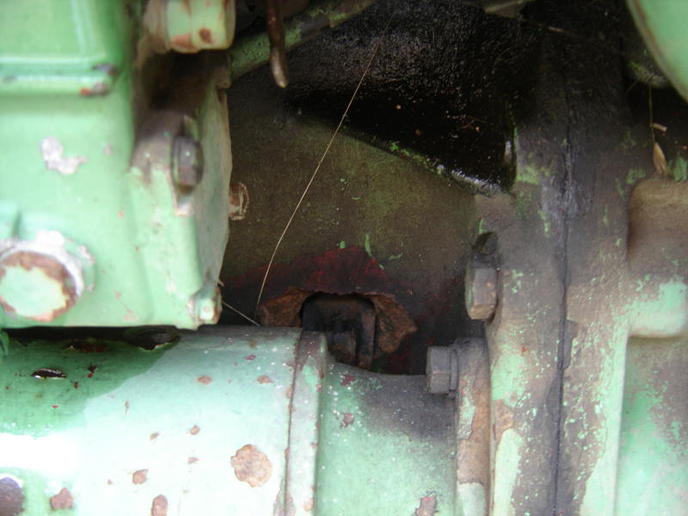
Guy has a tractor like mine that he bought not running with a hole on the block from a thrown rod. These motors are getting harder and harder to come by here in Germany, and this guy is on an island south of Italy so no motors available. If he got needed parts to repair the thrown rod, and the only problem left was the hole in the block, could it be repaired by tacking (or using screws) a plate over it and sealing with silicone or epoxy? This is the hole (pic). It is right beside the starter. Diesel motor if it makes a difference.
Thanks for any tips.
Dave
Guy has a tractor like mine that he bought not running with a hole on the block from a thrown rod. These motors are getting harder and harder to come by here in Germany, and this guy is on an island south of Italy so no motors available. If he got needed parts to repair the thrown rod, and the only problem left was the hole in the block, could it be repaired by tacking (or using screws) a plate over it and sealing with silicone or epoxy? This is the hole (pic). It is right beside the starter. Diesel motor if it makes a difference.
Thanks for any tips.
Dave